We completed all the engineering drawings and finalized the solid model for the design review.
Also, the assembly of the MCM went (relatively) smoothly. It was very satisfying to see our creation work after spending so long designing it!
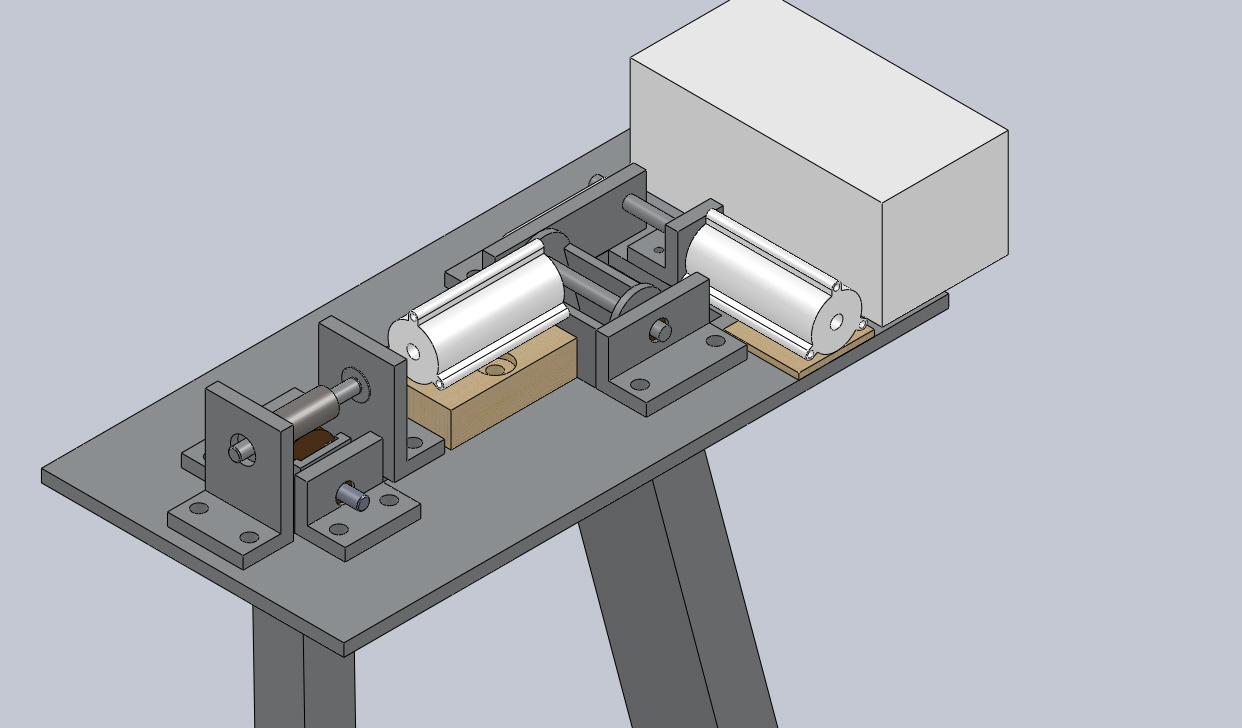
Here are some pictures of this week's events:
 |
| Assembled MCM with control electronics (not in final location) |
 |
| Notice yellow hosing used to connect motor to shaft |
 |
| View of toggle arm |
1. Add velcro to the bottom (after final waterjet cuts)
2. Lengthen control wires to make room for rear scoring arm
3. Fix side-to-side movement of toggle arm on axle. There are a few options for this:
a. Epoxy the gear to the shaft and the set screw in place (messy and permanent, not good practice).
b. Make a new shaft that will press-fit into the worm gear (time consuming, uses more material).
c. Drill a small hole in the current shaft that the worm gear will extend in to. This should prevent
side-to-side motion even if the set screw loosens a bit.
The first and second items can be taken care of Monday in lab (or as soon as the water jet cut is made). The final item can be decided on Monday in lab and fixed depending on the decision.
On a different note, here is our updated schedule from here to the end of the semester:
http://goo.gl/pJqtu
And our updated to-do list:
http://goo.gl/90Hrp
I'll leave you with a video of our MCM in operation:















{kind=link}